 42-0071/SRM
42-0071/SRM  67-0642
67-0642  SRMTR1
SRMTR1 Subtotal:
Technical Support
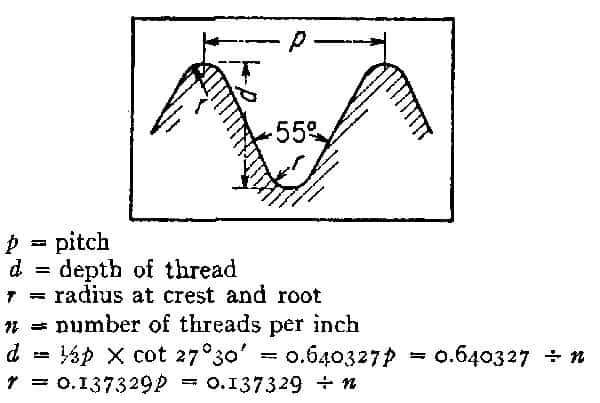
WHITWORTH AND OTHER BRITISH THREADS
 Whitworth Thread Chart with SAE reference pdf
Whitworth Thread Chart with SAE reference pdf
Model Engineering and British Pipe Threads
Article Whitworth and other British threads pdf
The Story of the US Packard Built Rolls Royce Merlin Engine
British Fastening Systems
by Graham White and Stephen Moore
Understandably, many people are confused by British screw threads and fastening systems. How many times, when working on a piece of British hardware, have you fussed and cussed over these crazy thread systems, wrenches that don’t fit and busted knuckles? Whitworth threads are now a thing of the past, which is really too bad, because this fastening system has a lot to offer. The death knell for Whitworth threads was rung during WWII when it became apparent that a common thread system was desperately required for the Allies. Of course, this did not include the Russians who were dubious “Allies” at best. The British chose to embrace the U.S. SAE thread system but this transition took many years to complete. Just as British industry had completed this transition, the European Common Market had other ideas so they then changed, yet again, to the Metric system..!! However, that is getting well beyond the purpose of this article.
Most, if not all, British cars, motorcycles, airplanes and machinery up the 1970s – and possibly beyond – used Whitworth thread forms. Sir Joseph Whitworth was born in 1803 in Stockport, in a grimy area of the industrial north west of England. Coincidently, not too far from where this writer was born. After leaving school at the age of 14, Whitworth pursued various engineering opportunities until 1833 when he started his own tool making business. In 1841 he presented a paper before the Institute of Civil Engineers where he introduced his revolutionary thread system. Up to this time no conventions existed for screw threads. During this presentation, Whitworth also introduced a standard system of gages which was widely accepted. Size for size, a Whitworth thread is stronger than its SAE counterpart. This is partly due to the radiused corners designed into the Whitworth thread which reduces the possibility of a stress riser.
Whitworth’s talents did not go unnoticed by the British military. In the mid 1850s, rifling of gun barrels was in its infancy, at least for the British. Rifling of gun barrels was known since the 1520 to 1525 time frame. Interestingly, rifling became accepted in small arms long before it was for larger guns, and the result, in the Whitworth period, was that rifle-equipped sharpshooters could pick off artillery crews from beyond the effective range of that artillery! Consequently, there was something of a panic to shrink the artillery’s circular error. In the States, rifling was introduced during the civil war. Not only was it a very tricky machining operation, but much experimentation was required to arrive at the ideal helix angle and depth of rifling in order to optimize these new design features. After optimization of these design features, Whitworth developed the tooling required to mass produce rifled gun barrels. Of course, screw threads follow a similar convention to gun barrel rifling. Being the consummate engineer, Whitworth made many other engineering advances including the art of casting and forging. After starting from very humble beginnings, he died in Monte Carlo in 1887 a very wealthy man. His legacy lived on for the best part of a century in the form of the screw thread that bore his name and various scholarships.
Like U.S. threads, four families of threads were developed; a miniature series known as BA or British Association, a coarse thread series known as BSW or British Standard Whitworth, a fine thread series known as BSF or British Standard Fine, and a thread series designed for use on cycles BSC British Standard Cycle or CEI Cycle Engineers Institute. The U.S. equivalents would be the Unified Thread System, formally known as the American Standard but renamed in 1949.
The SAE number series would be equivalent to the BA series
SAE UNC or Unified National Coarse is the counterpart to BSW
SAE UNF Unified National Fine is equivalent to BSF
BSC (British Standard Cycle) or CEI (Cycle Engineers’ Institute) thread has no American counterpart. The thread angle also differs from other British threads running at a 60 degrees rather than a 55 degrees angle. All sizes 1⁄4 inch and larger use 26 threads per inch (tpi), making them similar to 1 mm ISO threads, which are 25.4 per inch and also run at a 60 degrees angle.
BA “British Association”(47.5 degree thread profile)
Just to confuse things even more is the fact the miniature thread sizes are in reverse. In other words, with the SAE convention, the larger the number the larger the bolt size. Naturally, the British go in reverse, the lower the number, the larger the bolt size so “0 BA” is the largest and “16 BA” is the smallest. (Yeah, I know, go figure..!!) To put things in perspective, a 10-32 is roughly equivalent to a 2BA.
There is, in fact, method to this madness. Peter Bready points out that “The BA size numbers are actually functional in generating the pitch of the fasteners; and the diameters are derived from the pitches.” According to British Standard BS 93 – 1951, the basic sizes in millimeters for pitch and major diameter are rounded off in each case to the second significant figure after calculation from the formulae given below:
The pitches, in millimeters, are calculated from the formula p = (0.9)n
where “n” is the number designating the size of the thread. Thus, for BA #0, (0.9)0 = 1, and the pitch is 1.0mm
The basic major diameters are calculated from the formula D = 6 p6/5
And the diameter is 6 x (1.0)6/5 = 6mm.
*Why British Spanners Have Dual Markings
CLICK HERE FOR A WALL CHART OF FASTENER HEX SIZES
If you own a pre- or immediate post-WW2 British car OR Motorcycle you may have wondered why each size spanner is generally identified by two different sizes. For instance, a spanner marked 5/16” BSF will generally be marked 1/4” Whitworth as well.
With the more familiar UNF, UNC etc., the number stamped on the wrench or socket is the dimension of the hexagonal bolt head measured across the flats. Whitworth wrench sizes indicate the size of the bolt, i.e., a wrench required for a 1/4 BSW bolt will have “1/4W” stamped on it. The wrench required for the equivalent ¼ UNC has “7/16” stamped on it, this being the dimension across the flats of the hexagonal bolt-head. To further confuse things, Whitworth hexes are NOT the same size as the equivalent UNC/UNF — they are larger. For this reason, it is imperative that a set of Whitworth wrenches are purchased before working on any antique British machinery – otherwise, expect rounded-off hexes and busted knuckles, trademarks of the careless craftsman.
Why are some wrenches marked with 2 sizes for the same jaw? For any given bolt shank diameter, the BSF series used a smaller nut than the BSW series. Hence, most British wrenches carry two markings on each jaw, since the same jaw opening will fit a bolt head or nut on a bolt on a given diameter of bolt with a coarse thread, and the bolt head or nut on the next size greater diameter of bolt with a fine thread.
The reason for the two sizes goes back to the Industrial Revolution — to be exact the year 1841 because in that year Joseph Whitworth introduced the first standard thread to avoid confusion in Britain’s burgeoning engineering industry. The name of the thread was understandably eponymous, although its full name was British Standard Whitworth. This thread was necessarily coarse, i.e., only a few turns to the inch, because the tensile strength of steel in those days was very low so a fine thread would simply strip when tightened. For about 50 years the Whitworth thread held sway until the advent of the motor car, when, as car engineering advanced, automobile engineers needed a finer thread to suit their purpose, so the British Standard Fine (BSF) thread was introduced. This was made possible because the tensile strength of steel had improved significantly since 1841 thereby permitting the greater stresses imposed by the finer thread; in addition the limited space on the car demanded the use of smaller fasteners. Take, for example, a 1/4” diameter steel bar (although the same rule applies to any given diameter) and cut a 1/4” Whitworth thread on it to take a 1/4” Whitworth nut. At the other end of the bar cut a 1/4” BSF thread to take a 1/4” BSF nut. Although BSF nuts are physically smaller than their Whitworth equivalents to save space both nuts fit the same diameter steel bar. In this case the 1/4” BSF nut is 0.4425” across its flats, and therefore smaller than the 1/4” Whitworth nut which is 0.5225” across its flats.
Next, take a 5/16” diameter bar and cut a 5/16” BSF thread on it to accept a 5/16” BSF nut. The larger diameter bar demands a larger nut to fit it, and guess what? A 5/16” BSF nut is 0.5225” across its flats – the same dimension as the 1/4” Whitworth nut. Therefore one spanner fits both these nuts so it’s identified as 1/4”W, 5/16” BSF. In summary, the size on the spanner isn’t a reference to the dimension of the nut it fits, it’s a reference to the diameter of the threaded bar it fits, and as I said earlier the rule applies across the entire range of BSF and Whitworth nuts. An example is the nut securing the Daimler DB18 crankshaft – it’s 1” Whitworth, which is the same as 1 1/8” BSF.

The origin of Whitworth wrench sizes is another obscure mystery. From a Jaguar enthusiasts’ web site “…the hex sizes were originally governed by the commercially available steel hex bar stock sizes, in the days before automated screw machines, when nuts and bolts were cut from hex bar stock.”
Bill Allan adds “It should also be stated that some of the early nuts would have been machined from round stock, with an integral washer, so round bar stock sizes would have been involved in calculations. One other problem is that the original Whitworth heads (AF) were too large relative to the actual bolt shank, (that’s why spanners/wrenches are the length/size they are: so you can’t apply to much torque. In the first part of the 20th Century, the head sizes were reduced to the size one below. (British Standards specify that the AF measurement of any bolt not be greater than 1.75 that of the shank: 1/4 inch Whitworth is almost bang on the button) This causes even more problems when you need replacement Whitworth fasteners, for machinery over a 100 years old. It’s also the reason why some old spanners/wrenches have two Whitworth numbers on them.”
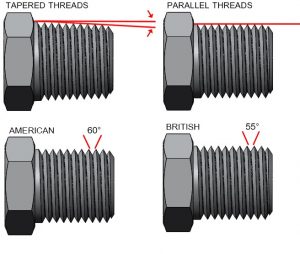
Another area that causes confusion is the fact that some BSW or BSF nuts can be screwed on UNF or UNC bolts and vice-versa. Under NO circumstances should this practice even be considered. Most of the coarse threads share the same threads per inch which means BSW nuts can be screwed onto UNC bolts and vice-versa. The exception to this being 1/2 inch; 1/2 inch BSW is 12 threads per inch and 1/2 inch UNC is 13 threads per inch. Again, it must be emphasized that this practice should not be a consideration. Whitworth and UNC/UNF thread forms differ greatly, the primarily one being the thread angle (see illustrations). BSW and BSF feature a 55° thread angle (47.5° for BA) and UNC/UNF threads feature a 60° thread angle. Consequently, if these fasteners are interchanged, considerable loss of holding force, fatigue resistance and strength will result. Unfortunately, this author has seen examples of mechanics — unaware the these subtleties — mixing fasteners at will — gee, if it screws on it must be okay..!! (Scary thought).
Pipe thread is also different. The standard tapered pipe thread in the US is the NPT or National Pipe Thread. The British use the BSP or British Standard Pipe thread. Although similar, again, they should NOT, under any circumstances, be interchanged. The sad part of this thread confusion is the fact so many classic British cars, motorcycles, and yes, even airplanes have been butchered over the years by those not conversant with these thread systems (detailed later in this article).
*Thread Unification
While all this was going on in Britain across the pond the USA’s engineers were in the same position. Americans started off using the Whitworth thread, but later on William Sellers modified it slightly by changing the Whitworth thread angle of 55° to 60° and the Sellers thread became their accepted standard; later on it was modified to include a finer thread, replicating Britain with the BSF thread.
For many years no discussions between the USA and Britain at either industry or government level took place regarding the two different thread forms and it wasn’t until WW2 that the issue came to a head. One of the biggest issues arising from thread specifications concerned the Rolls-Royce V-12 Merlin aero engine and the USA car manufacturer, Packard. Since Packard manufactured a V-12 engine for their cars they were familiar with the configuration and after Henry Ford refused to manufacture the Merlin under licence Packard was asked by the U.S. Government to take Ford’s place. Much valuable time was lost because naturally Packard had only used the Sellers thread on their cars and they had no experience of the BSF and Whitworth thread forms used on the Merlin. Eventually the problem was resolved and Packard, to their credit went on to manufacture the Merlin engine in enormous numbers (Avro Lancasters deployed on the 1943 Dam Busters’ raid were fitted with Packard Merlins.). After the war American, British and Canadian engineers finally sat down round a table and agreed on a common thread form, which, logically enough, they named ‘Unified’, which in the aero engine industry is still in use today, but to a lessening degree in automobile engineering.
An often asked question is; “Did Packard replicate the British thread system when they built the Rolls-Royce Merlin under license during World War II?” The answer is yes; all threads that were used on the Merlin were accurately replicated by Packard. This would include BSW (British Standard Whitworth), BSF (British Standard Fine), BSP (British Standard Pipe) and BA (British Association). Having said that, however, Packard Merlins used U.S. built Bendix injection carburetors; PD-16 for single stage engines and PD-18 for two stage engines, both of which used U.S. Unified threads. British built Merlins employed S.U. carburetors using Whitworth threads. The job facing Packard when they undertook manufacture of the Merlin was daunting to say the least. It’s bad enough having to build a complex product like the Merlin but exacerbating the situation was the fact no tool maker in the U.S. made Whitworth taps or dies. Therefore, Packard were forced into making their own. Although this created a significant hurdle to overcome, the effort was well worth it, Packard and Rolls-Royce components were interchangeable.
Today, the saving of space by using smaller dimension nuts and bolts for a given shank diameter (“shank” is the name of the steel bar) continues in motor engineering and even more so in aero engineering. Anyone who’s seen a modern aero engine will appreciate that the amount of components, plumbing, electrical wiring and so on that adorn the exterior of these engines afford little space for access so extensive use of even smaller dimension fasteners are used extensively. However, this raises a problem because small hexagon heads are vulnerable to damage from the increased load applied by the spanner, so to counteract that nuts and bolts are ‘bi-hex’ (or ‘multi-hex’; it means the same in this context) which is actually two hexagons combined to double the wrenching surface area. Such fasteners are also found on some car engines and transmissions.
There are a three other thread series you will encounter when working on a British motorcycle:
ME = Model Engineer Threads (55 degree profile)
These come in 32 and 40 tpi sizes – No official across flats dimensions are given for ME. These will be encountered on Amal carburetors and some tank emblem screws.
BSP (British Standard Pipe), or BSPP (British Standard Parallel Pipe), or BSPF = (British Standard Parallel Fixed) This thread needs a gasket or seal to be gas/liquid tight. You will find this thread on oil and petrol tanks. Angle of thread = 55 degrees
BSPT (British Standard Pipe Taper) This thread is tapered, but with an ‘interference’ fit. Unlike BSP, it needs no seals or gaskets. Pressure tight joints are achieved by the thread alone. The male has tapered threads and a 30-degree inverted seat. The thread pitch is different in most cases, and the thread angle is 55 degrees instead of the 60-degree angle found on NPTF threads. Neither the British parallel pipe or the British tapered pipe has true metric threads, although many people find these threads “foreign” and conclude they must be “metric.” Also referred to as British Standard Taper Pipe or Pipe Taper, or Conical Thread. 1 in 16 to diameter (3/4 in taper per foot)
Angle of thread = 55 degrees
The majority of the pipe threads you will encounter on a British bikes will be the straight or parallel pipe threads. All the fuel tanks and banjo bolts used BSPP.
One of the few places you will find tapered pipe threads are on Triumph and BSA oil pressure switches (1/4x27NPT). Only the one year used a tapered thread. 1969 and later covers were threaded to the same pitch but in the NPS American parallel pipe diameter. Using the 1968 switch in the 1969 and later timing cover will result in damaged thread boss.